一种门板定位压合设备的制作方法
本技术属于,具体涉及一种门板定位压合设备。
背景技术:
1、贴面复合机是将定长贴面与基材粘贴在一起制备成门板的设备,在门板制作时会经过各种步骤,如当基材经过除尘后将粘合胶涂布在基材表面,随后通过真空吸咀将贴面放在上胶后的基材上,然后进入贴面机进行压合处理,贴面和基材形成的门板经过两道压辊的碾压后完成压合工序。
2、现有贴面复合机的压辊对门板压合过程中部分粘胶会从侧面溢出,而这部分粘胶不及时清除一旦固化后会影响门板加工质量,还有制备完成的门板产品经过辊筒输送机导出,当门板上的溢胶滴落会污染辊筒而不便于清理并影响门板稳定传送,滴胶扩散的现象还会粘附到门板使用面上。
3、因此,需要一种门板定位压合设备,解决现有技术中贴面复合机的压辊对门板压合过程中部分粘胶会从侧面溢出的问题。
技术实现思路
1、本实用新型的目的在于提供一种门板定位压合设备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种门板定位压合设备,包括热熔胶贴面机,所述热熔胶贴面机的内部设置有压合转辊,所述热熔胶贴面机的一侧设置有传送机构,所述热熔胶贴面机的一侧设置有滴胶接收盒,所述滴胶接收盒的内部设置有刷胶机构,所述刷胶机构包括第一调距滑块、第二调距滑块、支撑立杆、残胶清理刷和双向螺纹杆,所述第一调距滑块设置在滴胶接收盒的内部,所述第二调距滑块设置在滴胶接收盒的内部,所述双向螺纹杆穿设在滴胶接收盒的内部,两个所述支撑立杆分别固定在第一调距滑块和第二调距滑块的上端面中心处,所述残胶清理刷转动连接在支撑立杆的外部。
3、方案中需要说明的是,所述滴胶接收盒的内部设置有滴胶接收室,所述滴胶接收盒的内侧壁下边缘处开设有导向滑槽,所述第一调距滑块和所述第二调距滑块均滑动连接在滴胶接收盒的导向滑槽处。
4、进一步值得说明的是,所述第一调距滑块和所述第二调距滑块相对的一侧面中心处固定有调距螺套,所述双向螺纹杆与调距螺套螺纹连接。
5、更进一步需要说明的是,所述滴胶接收盒的一端外表面固定有转动轴承,所述双向螺纹杆的一端设置在转动轴承处,所述双向螺纹杆伸出滴胶接收盒的一端固定有调距手轮,所述滴胶接收盒固定在传送机构机架的凹槽壁体上。
6、作为一种优选的实施方式,所述第二调距滑块水平设置在第一调距滑块的一侧,所述第一调距滑块和所述第二调距滑块位于滴胶接收盒的内部对称分布。
7、作为一种优选的实施方式,所述传送机构的内部区域设置有输送辊筒,所述残胶清理刷的上端与压合转辊的上边缘处于同一水平面上,所述输送辊筒位于热熔胶贴面机的出料口一侧分布。
8、与现有技术相比,本实用新型提供的一种门板定位压合设备,至少包括如下有益效果:
9、⑴通过设置的刷胶机构,能够控制两个残胶清理刷之间的间距以便贴合门板的两侧滚刷,从而能够对传送状态的门板挤压溢出的粘胶进行刷除并保证产品压合质量,还有可供调整间距的两个残胶清理刷能够适应对不同宽度门板进行刷除操作,且门板从热熔胶贴面机导出后经过两个残胶清理刷的矫正能够实现防偏输料的作用。
10、⑵通过设置的滴胶接收盒,在使用过程中,滴胶接收盒处于门板出料端的下方接收残胶清理刷刷除的残胶,这样能够减少残胶滴落到输送辊筒上而不便于清理的麻烦,从而保证输送辊筒起到有效及稳定地传送门板的效果。
技术特征:
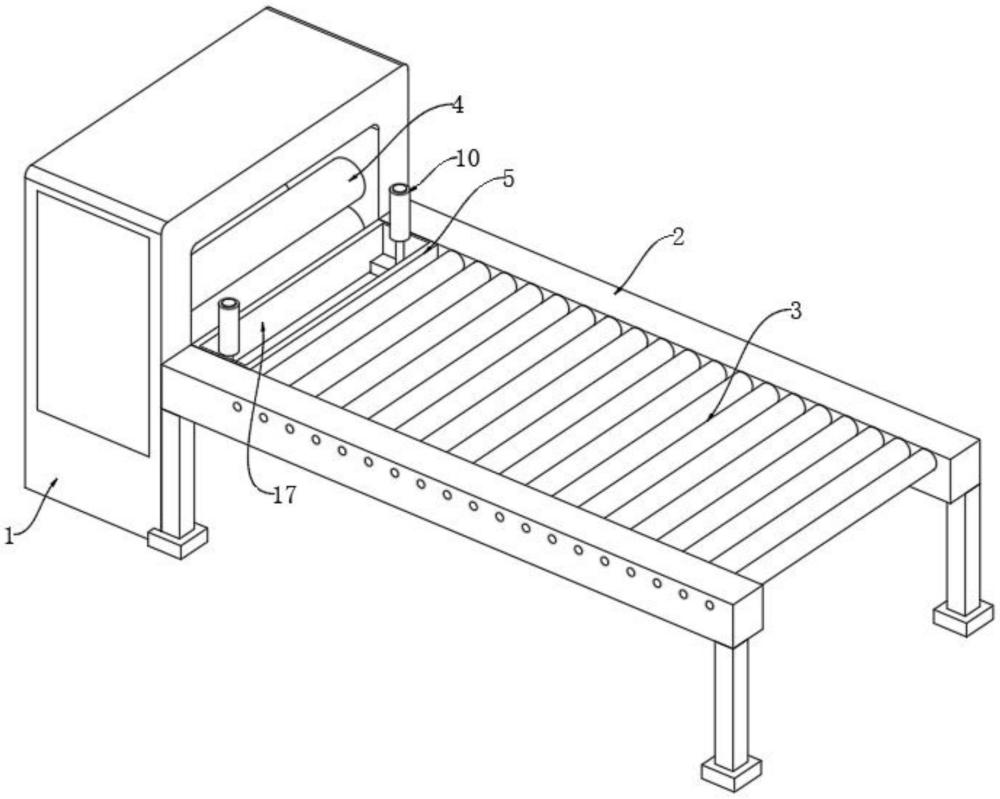
1.一种门板定位压合设备,包括热熔胶贴面机(1),所述热熔胶贴面机(1)的内部设置有压合转辊(4),其特征在于:所述热熔胶贴面机(1)的一侧设置有传送机构(2),所述热熔胶贴面机(1)的一侧设置有滴胶接收盒(5),所述滴胶接收盒(5)的内部设置有刷胶机构,所述刷胶机构包括第一调距滑块(7)、第二调距滑块(8)、支撑立杆(9)、残胶清理刷(10)和双向螺纹杆(12),所述第一调距滑块(7)设置在滴胶接收盒(5)的内部,所述第二调距滑块(8)设置在滴胶接收盒(5)的内部,所述双向螺纹杆(12)穿设在滴胶接收盒(5)的内部,两个所述支撑立杆(9)分别固定在第一调距滑块(7)和第二调距滑块(8)的上端面中心处,所述残胶清理刷(10)转动连接在支撑立杆(9)的外部。
2.根据权利要求1所述的一种门板定位压合设备,其特征在于:所述滴胶接收盒(5)的内部设置有滴胶接收室(6),所述滴胶接收盒(5)的内侧壁下边缘处开设有导向滑槽(15),所述第一调距滑块(7)和所述第二调距滑块(8)均滑动连接在滴胶接收盒(5)的导向滑槽(15)处。
3.根据权利要求2所述的一种门板定位压合设备,其特征在于:所述第一调距滑块(7)和所述第二调距滑块(8)相对的一侧面中心处固定有调距螺套(11),所述双向螺纹杆(12)与调距螺套(11)螺纹连接。
4.根据权利要求3所述的一种门板定位压合设备,其特征在于:所述滴胶接收盒(5)的一端外表面固定有转动轴承(14),所述双向螺纹杆(12)的一端设置在转动轴承(14)处,所述双向螺纹杆(12)伸出滴胶接收盒(5)的一端固定有调距手轮(13),所述滴胶接收盒(5)固定在传送机构(2)机架的凹槽壁体上。
5.根据权利要求4所述的一种门板定位压合设备,其特征在于:所述第二调距滑块(8)水平设置在第一调距滑块(7)的一侧,所述第一调距滑块(7)和所述第二调距滑块(8)位于滴胶接收盒(5)的内部对称分布。
6.根据权利要求5所述的一种门板定位压合设备,其特征在于:所述传送机构(2)的内部区域设置有输送辊筒(3),所述残胶清理刷(10)的上端与压合转辊(4)的上边缘处于同一水平面上,所述输送辊筒(3)位于热熔胶贴面机(1)的出料口一侧分布。
技术总结
本技术公开了一种门板定位压合设备,属于压合设备技术领域,针对了现有技术中贴面复合机的压辊对门板压合过程中部分粘胶会从侧面溢出的问题,包括热熔胶贴面机,热熔胶贴面机的内部设置有压合转辊,热熔胶贴面机的一侧设置有传送机构,热熔胶贴面机的一侧设置有滴胶接收盒,滴胶接收盒的内部设置有刷胶机构;本技术通过设置的刷胶机构,能够控制两个残胶清理刷之间的间距以便贴合门板的两侧滚刷,从而能够对传送状态的门板挤压溢出的粘胶进行刷除并保证产品压合质量,还有可供调整间距的两个残胶清理刷能够适应对不同宽度门板进行刷除操作,且门板从热熔胶贴面机导出后经过两个残胶清理刷的矫正能够实现防偏输料的作用。
技术研发人员:盛金,徐玉祥
受保护的技术使用者:无锡市盛金机械有限公司
技术研发日:20231229
技术公布日:2024/9/2
技术研发人员:盛金,徐玉祥
技术所有人:无锡市盛金机械有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除