一种伺服电机总装平台的制作方法
本技术涉及一种总装平台,尤其是涉及一种伺服电机总装平台,属于电机装配设备。
背景技术:
1、伺服电机在装配制造过程中,定、转子组装还涉及端盖的装配,需要前后翻转,还需要压力机构进行辅助,并且需要装配过程进行端面和止口跳动度的检测,很难在一个工位、一道工序满足所有的要求,尤其是对于型号较多的小批量伺服电机的装配生产,无法形成流水线,完全自动化的性价比也比较低,而且装配精度也很难保证。
2、所以目前市面上小批量定制的伺服电机定、转子组装及后道工序中人工参与度还是比较高的,但是涉及零部件转运、端盖装配过程中的上下翻转,以及压力机构辅助,会导致人工劳动强度高,但是装配效率低,有时候人力有限,只能进行水平装配,导致装配精度也受到较大影响。
技术实现思路
1、本实用新型主要是针对现有技术存在的上述问题,提供一种伺服电机总装平台,该总装平台以数控转台组件为基础,集成了其他的安装部件,在工具配齐的情况下能实现一个工位上料后完成整台伺服电机的装配和过程检测,并且工装换型简单,减少人工搬运,提高了装配效率,而且装配时采用立式装配的方法,减少重力对装配过程的影响,能大大提高装配精度。
2、本实用新型的目的主要是通过下述方案得以实现的:
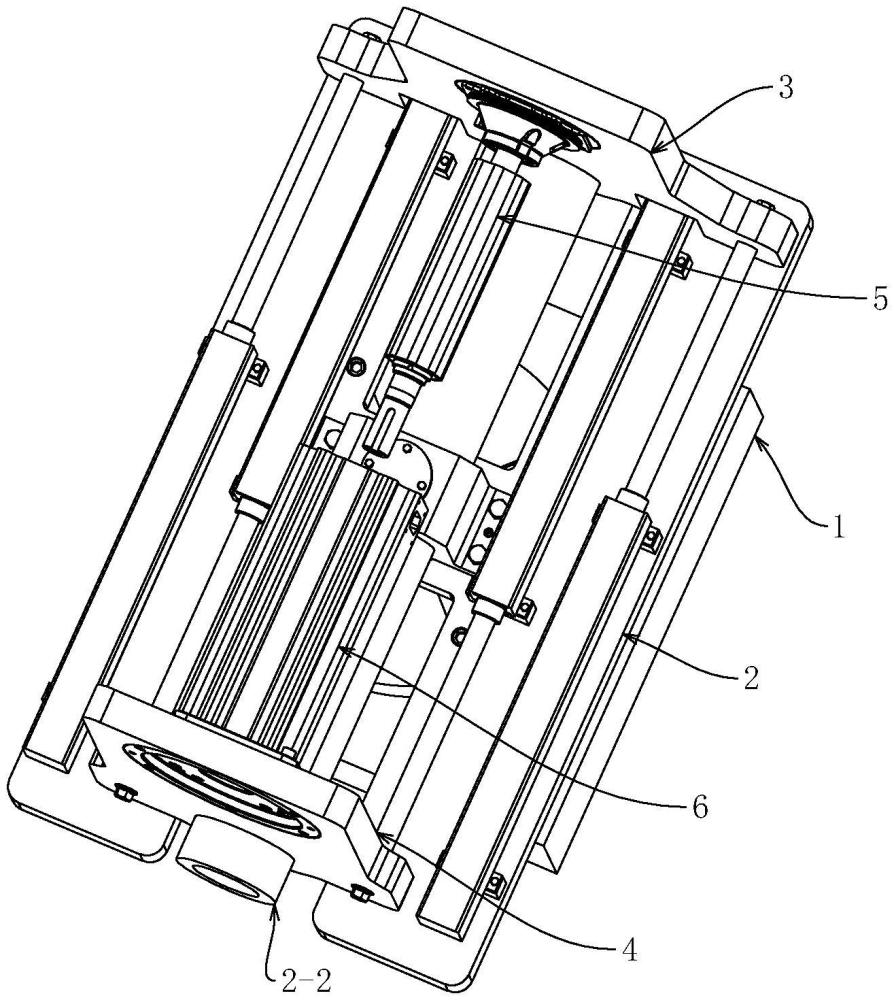
3、一种伺服电机总装平台,包括:数控转台组件,所述数控转台组件用于零部件的翻转定位,包括数控转台座、数控转台旋转台和定位芯轴,所述数控转台旋转台转动连接在数控转台座的内侧表面,所述定位芯轴固定插接于数控转台旋转台上;总安装平台组件,所述总安装平台组件用于电机转子组件和电机定子组件的辅助动作及定位,包括安装板、导柱组件和伺服电缸组,所述安装板固定安装于数控转台旋转台上,所述导柱组件和伺服电缸组均固定安装于安装板上;后端盖安装平台组件,所述后端盖安装平台组件用于电机转子组件的组装,包括后端盖安装平台母件和后端盖安装法兰,所述后端盖安装平台母件的一侧与伺服电缸组伸缩端固定连接,且后端盖安装平台母件能够沿导柱组件移动,所述后端盖安装法兰可拆卸固定安装于后端盖安装平台母件上,且后端盖安装法兰与电机转子组件可拆卸固定连接;前端盖安装平台组件,所述前端盖安装平台组件用于电机定子组件的组装,包括前端盖安装平台母件和前端盖安装法兰,所述前端盖安装平台母件的一侧与伺服电缸组伸缩端固定连接,且前端盖安装平台母件能够沿导柱组件移动,所述前端盖安装法兰可拆卸固定安装于前端盖安装平台母件上,且前端盖安装法兰与电机定子组件可拆卸固定连接。
4、作为优选,所述定位芯轴的一端插接于安装板的外侧面中部。
5、作为优选,所述导柱组件包括导柱、导柱安装座、导柱定位销和导柱定位销盖,所述导柱安装座固定安装于安装板的内侧面中部,且导柱插设于导柱安装座内,并通过穿过导柱安装座和导柱的导柱定位销将导柱固定在导柱安装座内,所述导柱安装座的侧面还设有用于覆盖导柱定位销的导柱定位销盖,并通过六角锁紧螺栓将导柱定位销盖固定在导柱安装座上。
6、作为优选,所述后端盖安装平台母件和前端盖安装平台母件均插接在导柱的外壁,且后端盖安装平台母件和前端盖安装平台母件均可在伺服电缸组的驱动作用下沿导柱的长度方向移动。
7、作为优选,所述伺服电缸组设有四个伺服电缸,且四个伺服电缸均固定安装在安装板上,且后端盖安装平台母件和前端盖安装平台母件均对应有两个伺服电缸,且通过锁紧螺母实现后端盖安装平台母件、前端盖安装平台母件与伺服电缸伸缩端的固定。
8、作为优选,所述后端盖安装法兰通过内六角螺钉固定在后端盖安装平台母件上。
9、作为优选,所述前端盖安装法兰通过内六角锁紧螺钉固定在前端盖安装平台母件上。
10、因此,与现有技术相比,本实用新型具备下述优点:
11、(1)本实用新型能够实现小批量定制伺服电机多工序的一个工位装配,减轻转运和翻转的劳动强度,提升了装配效率,并且在一个工位完成整道装配工序,能够减少零部件装配错误引起的质量问题和返工情况,提高装配质量;
12、(2)本实用新型能够通过工装的换型来实现一个工位多型号伺服电机装配,提高换型效率,这是流水线所达不到的效果,并且采用立式进行装配,能够提高装配精度,减少返工,对于定制小批量电机的生产的效率和质量有较大提升。
技术特征:
1.一种伺服电机总装平台,其特征在于,该总装平台包括:
2.根据权利要求1所述的一种伺服电机总装平台,其特征在于,所述定位芯轴(1-3)的一端插接于安装板(2-1)的外侧面中部。
3.根据权利要求2所述的一种伺服电机总装平台,其特征在于,所述导柱组件包括导柱(2-2)、导柱安装座(2-3)、导柱定位销(2-4)和导柱定位销盖(2-7),所述导柱安装座(2-3)固定安装于安装板(2-1)的内侧面中部,且导柱(2-2)插设于导柱安装座(2-3)内,并通过穿过导柱安装座(2-3)和导柱(2-2)的导柱定位销(2-4)将导柱(2-2)固定在导柱安装座(2-3)内,所述导柱安装座(2-3)的侧面还设有用于覆盖导柱定位销(2-4)的导柱定位销盖(2-7),并通过六角锁紧螺栓(2-8)将导柱定位销盖(2-7)固定在导柱安装座(2-3)上。
4.根据权利要求3所述的一种伺服电机总装平台,其特征在于,所述后端盖安装平台母件(3-1)和前端盖安装平台母件(4-1)均插接在导柱(2-2)的外壁,且后端盖安装平台母件(3-1)和前端盖安装平台母件(4-1)均可在伺服电缸组(2-5)的驱动作用下沿导柱(2-2)的长度方向移动。
5.根据权利要求4所述的一种伺服电机总装平台,其特征在于,所述伺服电缸组(2-5)设有四个伺服电缸,且四个伺服电缸均固定安装在安装板(2-1)上,且后端盖安装平台母件(3-1)和前端盖安装平台母件(4-1)均对应有两个伺服电缸,且通过锁紧螺母(2-6)实现后端盖安装平台母件(3-1)、前端盖安装平台母件(4-1)与伺服电缸伸缩端的固定。
6.根据权利要求1所述的一种伺服电机总装平台,其特征在于,所述后端盖安装法兰(3-2)通过内六角螺钉(3-3)固定在后端盖安装平台母件(3-1)上。
7.根据权利要求1所述的一种伺服电机总装平台,其特征在于,所述前端盖安装法兰(4-2)通过内六角锁紧螺钉(4-4)固定在前端盖安装平台母件(4-1)上。
技术总结
本技术涉及一种伺服电机总装平台,包括数控转台组件,用于零部件的翻转定位;总安装平台组件,用于电机转子组件和电机定子组件的辅助动作及定位;后端盖安装平台组件,用于电机转子组件的组装;前端盖安装平台组件,用于电机定子组件的组装。本技术能够应用于定制伺服电机或者小批量的伺服电机装配生产线中,尤其是无法形成流水线生产的仍需要人工参与的高精度装配场合,可以一次完成伺服电机定转子装配,不同型号伺服电机前后端盖的装配,可以一个工位完成伺服电机的装配操作,并且可以通过更换工装来快速换型装配,减少人工转运的劳动负荷,提高装配效率,立式的总装方案还能提高装配精度。
技术研发人员:齐玙珂,余世有,张梦,王金龙,周密
受保护的技术使用者:安吉桢正运动控制技术有限公司
技术研发日:20231229
技术公布日:2024/8/21
技术研发人员:齐玙珂,余世有,张梦,王金龙,周密
技术所有人:安吉桢正运动控制技术有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除