钢珠辊压成型刀及其塑形加工方法与流程
本发明涉及一种机加工刀具,具体是一种钢珠辊压成型刀,也称之为滚压刀。
背景技术:
1、滚压刀是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械无切削的塑形加工方法,滚压刀能在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的,无论用何种金属加工刀具加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压刀是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械无切削的塑形加工方法。
2、常规滚压刀都是滚轴辊压的方式,通常是一条线与工件表面接触,进行辊压作业,但根据加工需求的不同,目前的滚压刀加工存在以下缺陷;
3、(1)在加工过程中滚压刀主要是镜面加工,滚压力度无法承受塑性时的压强,导致刀具频繁损坏;
4、(2)在内孔加工中,通常需要对工件内孔进行珩磨,形成网状等多种形状,保存油液,工件的移动产生精度下降问题
5、部分轴类工件和管类工件在加工过程中,需要相对镜面更加凹凸面的表面,相对切削面更加光滑的表面,对于工件的使用和润滑油也的滞留都具有提升,为此针对该类工件的加工,提出专用刀具以及不同加工需求下的加工方法。
技术实现思路
1、本发明的目的在于提供一种钢珠辊压成型刀,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、钢珠辊压成型刀,包括轴承钢珠、锁母和刀柄,所述锁母和刀柄之间安装耐高压部件;
4、耐高压部件主要由壳体和滚动支撑体组成,壳体内部安装可转动且与轴承钢珠形成支撑姿态的滚动支撑体;
5、壳体与锁母之间固定安装,轴承钢珠被锁母可活动的限制在内部。
6、作为本发明再进一步的方案:所述滚动支撑体为辊轮,所述辊轮通过承压轴承和销轴与壳体可转动的安装,壳体的内部安装销轴,销轴外侧通过承压轴承安装可转动的辊轮,销轴的两端均设置有对销轴限位固定的挡圈。
7、作为本发明再进一步的方案:所述辊轮的数量为两个,对称分布在轴承钢珠的一侧,辊轮外侧开设有可与轴承钢珠外侧贴合的滚槽。
8、作为本发明再进一步的方案:所述壳体与刀柄之间通过万向座可转动的连接。
9、作为本发明再进一步的方案:所述壳体的右端安装有轴承座,轴承座的外侧通过滚珠轴承与万向座可转动的安装。
10、作为本发明再进一步的方案:所述轴承座的右端通过平面轴承与万向座可转动的安装。
11、作为本发明再进一步的方案:所述轴承座安装在壳体的偏心位置。
12、作为本发明再进一步的方案:所述滚动支撑体为滚子,壳体内开设有滚子跑道,滚子在滚子跑道,所述滚子跑道内设置有环绕柱,滚子在环绕柱外侧的滚子跑道形成循环的滚动路线。
13、钢珠辊压成型刀的塑形加工方法,具体包括一下步骤;
14、s1:装夹待加工工件,夹持稳定并保持同轴度,安装加工所需刀具,包括粗车刀具、精车刀具和钢珠辊压成型刀,将刀具装配与刀架上后,进行一一对刀,确定坐标;
15、s2:钢珠辊压成型刀的对刀,轴承钢珠与工件外壁或者内壁接触受力方向即f1,轴承钢珠与辊轮接触受力方向即f2,钢珠辊压成型刀在对刀时需保持f1与f2受力方向朝向轴承钢珠圆心;
16、s3:编写数控机床程序,包括粗车编程、精车编程以及辊压编程,精车编程精车留0.01-0.015mm的辊压成型加工余量;
17、s4:钢珠辊压成型刀的编程,钢珠辊压成型刀因为是辊压加工方法,不产生碎屑,钢珠辊压成型刀作业中轴承钢珠可以不离开工件面,作业过程中只改变z轴坐标,z轴坐标进给量按照实际工件加工需求编程;
18、s5:钢珠辊压成型刀根据编程,可完成镜面加工、凹凸面加工、网纹面加工、螺旋纹加工以及环槽的加工;
19、s6:辊压成型作业过程中应加入切削液,对钢珠辊压成型刀和工件进行降温及润滑。
20、与现有技术相比,本发明的有益效果是:
21、1、该钢珠辊压成型刀,通过将轴承钢珠活动安装在刀柄上,通过耐高压部件对轴承钢珠进行支撑,滚动支撑体为辊轮,轴承钢珠与辊轮之间的接触面为一条线,能够适应更高强度的压强,对工件进行辊压成型加工,延长刀具使用寿命。
22、2、该钢珠辊压成型刀,通过将轴承钢珠活动安装在刀柄上,通过耐高压部件对轴承钢珠进行支撑,滚动支撑体为滚子,轴承钢珠与滚子之间的接触面为一个点,多个滚子对轴承钢珠的支撑能力虽然不及辊轮,但其轴承钢珠滚动方向的灵活程度都优于辊轮,对于镜面辊压成型或者低压强的辊压成型加工优选滚动支撑体为滚子的轴承钢珠。
23、3、该钢珠辊压成型刀,利用滚动支撑体为辊轮的钢珠辊压成型刀,在精车完留出足够的余量,钢珠辊压成型刀的辊压成型编程分两次,第一次通过辊压对工件面进行修整处理,处理掉切削形成的刀痕,修整加工面,同时通过辊压成型达到工件尺寸标准,第一次通过增加钢珠辊压成型刀对工件表面的压力、进给量以及走刀路线,使工件表面形成镜面、凹凸面、网纹面、螺旋纹以及环槽形状。
技术特征:
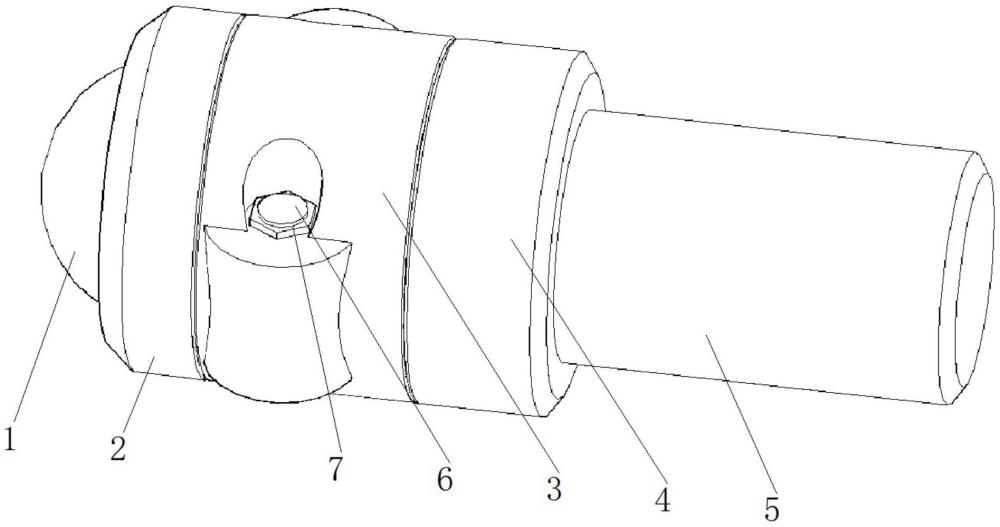
1.钢珠辊压成型刀,包括轴承钢珠(1)、锁母(2)和刀柄(5),其特征在于,所述锁母(2)和刀柄(5)之间安装耐高压部件;
2.根据权利要求1所述的钢珠辊压成型刀,其特征在于,所述滚动支撑体为辊轮(9),所述辊轮(9)通过承压轴承(8)和销轴(6)与壳体(3)可转动的安装,壳体(3)的内部安装销轴(6),销轴(6)外侧通过承压轴承(8)安装可转动的辊轮(9),销轴(6)的两端均设置有对销轴(6)限位固定的挡圈(7)。
3.根据权利要求2所述的钢珠辊压成型刀,其特征在于,所述辊轮(9)的数量为两个,对称分布在轴承钢珠(1)的一侧,辊轮(9)外侧开设有可与轴承钢珠(1)外侧贴合的滚槽。
4.根据权利要求2或3所述的钢珠辊压成型刀,其特征在于,所述壳体(3)与刀柄(5)之间通过万向座(4)可转动的连接。
5.根据权利要求4所述的钢珠辊压成型刀,其特征在于,所述壳体(3)的右端安装有轴承座(10),轴承座(10)的外侧通过滚珠轴承(11)与万向座(4)可转动的安装。
6.根据权利要求5所述的钢珠辊压成型刀,其特征在于,所述轴承座(10)的右端通过平面轴承(12)与万向座(4)可转动的安装。
7.根据权利要求6所述的钢珠辊压成型刀,其特征在于,所述轴承座(10)安装在壳体(3)的偏心位置。
8.根据权利要求1所述的钢珠辊压成型刀,其特征在于,所述滚动支撑体为滚子(14),壳体(3)内开设有滚子跑道(13),滚子(14)在滚子跑道(13),所述滚子跑道(13)内设置有环绕柱(15),滚子(14)在环绕柱(15)外侧的滚子跑道(13)形成循环的滚动路线。
9.钢珠辊压成型刀的塑形加工方法,其特征在于,用权利要求7活8所述的钢珠辊压成型刀塑形加工的方法,具体包括一下步骤;
技术总结
本发明公开了钢珠辊压成型刀,包括轴承钢珠、锁母和刀柄,所述锁母和刀柄之间安装耐高压部件;耐高压部件主要由壳体和滚动支撑体组成,壳体内部安装可转动且与轴承钢珠形成支撑姿态的滚动支撑体;壳体与锁母之间固定安装,轴承钢珠被锁母可活动的限制在内部,所述滚动支撑体为辊轮,所述辊轮通过承压轴承和销轴与壳体可转动的安装,壳体的内部安装销轴,销轴外侧通过承压轴承安装可转动的辊轮。该钢珠辊压成型刀,通过将轴承钢珠活动安装在刀柄上,通过耐高压部件对轴承钢珠进行支撑,滚动支撑体为辊轮,轴承钢珠与辊轮之间的接触面为一条线,能够适应更高强度的压强,对工件进行辊压成型加工,延长刀具使用寿命。
技术研发人员:赵子韬,颜志平,何兵,赵海林,乔林军,孙少权,方蓉,赵红艳
受保护的技术使用者:银川怡祥矿山机械制造有限公司
技术研发日:
技术公布日:2024/8/20
技术研发人员:赵子韬,颜志平,何兵,赵海林,乔林军,孙少权,方蓉,赵红艳
技术所有人:银川怡祥矿山机械制造有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除